Д. т. н. Гулаков С. В., к. т. н. Бурлака В. В., Харланов О. В.
Приазовский государственный технический университет, г. Мариуполь Украина
СНИЖЕНИЕ РАЗБРЫЗГИВАНИЯ МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Перенос металла с электрода в сварочную ванну является одной из важнейших характеристик сварки плавящимся электродом, который определяет технологические характеристики и области применения процессов сварки. При дуговой сварки плавящимся электродом в среде углекислого газа нерегулируемый крупнокапельный перенос электродного металла в сварочную ванну приводит к значительному его разбрызгиванию. Это, в свою очередь, отрицательно сказывается на качестве сварного соединения. Для получения высококачественных сварных соединений этот перенос осуществляют разнообразными принудительными методами, направленными на снижения разбрызгивания металла в процессе сварки.
Авторами предложен способ дуговой сварки плавящимся электродом в среде углекислого газа, в котором электрод подают в сварочную ванну с периодическим изменением скорости его подачи. Периодическое изменение скорости подачи электрода осуществляют дискретно в направлении, противоположном направлению его подачи в сварочную ванну. Это позволяет выдергивать электрод из капли электродного металла. Изменение скорости необходимо выполнить до того, как капля достигнет критического диаметра.
Для увеличения стабильности переноса электродного металла в сварочную ванну дополнительно в момент, предшествующий изменению скорости, осуществляют кратковременно увеличение тока источника питания на 20–30%. Резкое увеличение тока в момент, предшествующий дискретному изменению скорости, вызовет уменьшение сечения шейки капли за счет пинч-эффекта, что позволит с меньшим усилием и ускорением оторвать каплю от электрода.
Разработана экспериментальная модель устройства для сбрасывания капли, которая изображена на рис. 1. Через мундштук 1 пропускают электродная проволока 2. На конце электрода образовалась капля электродного металла 3, между каплей и сварочной ванной 4 горит дуга 5. На дугу подают напряжение от однофазного источника питания (ИП) дуги. В зону сварки подают газ.
Через мундштук электродная проволока со скоростью V под подают в зону сварочной ванны. В определенный момент времени, когда на конце электрода образовалась капля достаточных размеров, электродная проволока со скоростью V имп двигаем дискретно (например, за счет удара) в направлении, противоположном направлению его подачи в сварочную ванну. Это приводит к тому, что капля начинает вытягиваться, образуется шейка и электрод отрывается от капли или выходит из нее. В момент, перед изменением скорости, целесообразно кратковременно увеличить ток источника питания. За счет увеличения силы тока источника питания шейку сжимающей силы, возникающие под действием пинч-еффекта. Это позволит улучшить условия для срывания капли, образовавшейся. После срыва капли электрод вновь со скоростью V под подают в зону сварочной ванны.
При осуществлении процесса, амплитуда колебания торца электродной проволоки меньше длины дугового промежутка. Во время процесса происходит отрыв капли от торца электродной проволоки и ее переход в сварочную ванну без короткого замыкания дугового промежутка.
При этом, за счет принудительного сбрасывания капли с торца электрода, осуществляемого с достаточно высокой частотой, происходит принудительный мелкокапельный перенос, который осуществляется с целью снижения разбрызгивания электродного металла, и исключается взрыв капли в результате устранение короткого замыкания дугового промежутка.
На разработанной модели с указанным режимом осуществляли сварки двух пластин из стали Ст 3 размером 100×200 мм. Оценку величины разбрызгивания осуществляли путем взвешивания свариваемых деталей и сварочной проволоки до и после сварки. Вес сварочной проволоки и сварных пластин к сварки – 1057 г ; после сварки –1053 г.
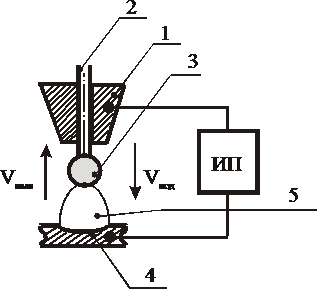
Рис. 1. Экспериментальная модель устройства для сбрасывания капли
Таким образом предложенный способ позволяет осуществить принудительное мелкокапельный переноса электродного металла, что исключает взрыв капли в результате короткого замыкания дугового промежутка. Это позволит снизить разбрызгивания электродного металла до 1–2%.