Телегин И. В.
Липецкий государственный технический университет, Российская Федерация
ИССЛЕДОВАНИЕ ДИНАМИКИ КРИВОШИПНЫХ ПРЕССОВ
ПРИ РАЗЛИЧНЫХ ТЕХНОЛОГИЧЕСКИХ СХЕМ
АХ ШТАМПОВКИ КРУГЛЫХ В ПЛАНЕ ПОКОВОК
Оптимизации параметров технологического процесса в условиях массового производства чаще всего сводится к гарантии отсутствия дефектов штамповки, снижению износостойкости инструмента и металлоёмкости. Кривошипный горячештамповочный пресс ( КГШП ) выбирают с достаточно большим запасом по усилию, компенсируя тем самым неучтённые при использовании традиционных методик расчёта возможные динамические нагрузки в его элементах.
Рис. 1. Твердотельная модель (а) и результаты расчётов деформаций пресса (б)
На рис. 1 представлены результаты моделирования деформаций КГШП К8544 под воздействием статической нагрузки равной 25 Мн в момент позиционирования ползуна в крайнем нижнем положении. Ползун и шатун на рис. 1б не показаны. Как следует из приведённых данных, смещения элементов пресса вследствие их деформаций (рис. 1) достигают заметных величин (больше 2 мм ). Учитывая достаточно высокую скорость работы пресса (60 ходов в минуты) и большие значения масс его элементов, следует ожидать и развитие существенных динамических процессов в системе КГШП – технологический процесс ГОШ.
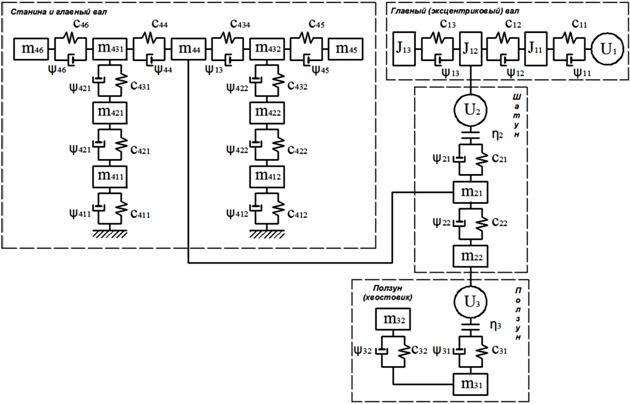
Рис. 2. Динамическая модель главного исполнительного механизма
кривошипного горячештамповочного пресса
Динамическая модель КГШП (рис. 2) представляет собой систему сосредоточенных масс, соединённых упруго-диссипативными связями. Структура и основные характеристики динамической модели следующая:
1. Главный (эксцентриковый) вал – трёхмассовая динамическая модель. Расчёт крутильных колебаний. Первая масса – участок вала от ступицы зубчатого колеса до эксцентрика. Вторая масса – эксцентрик. Третья масса – фрагмент главного вала после эксцентрика и диски тормоза.
2. Шатун – двухмассовая динамическая модель. Предполагается, что шатун работает только на растяжение-сжатие. В соединении шатун–эксцентрик имеется зазор. Жёсткости шатуна на растяжение и сжатие различны.
3. Ползун – двухмассовая динамическая модель. Первая масса сам ползун, вторая – его хвостовик. В соединении ползун – шатун имеется зазор.
4. Станина и главный вал – девятимассовая динамическая модель. Массы m 41i , m 4i , m 4i – левая ( i=1 ) и правая ( i=2 ) стойки станины. Деформация только растяжение-сжатие. Массы m 44 (эксцентрик), m 45 (муфта), m 46 (тормоз) – главный вал. Деформация растяжение сжатие и изгиб.
Математическая модель КГШП – уравнения движения масс её динамической модели (рис. 2), представляет собой систему шестнадцати обыкновенных, нелинейных, кусочно-непрерывных дифференциальных уравнений второго порядка. Результатом её численного решения являются нагрузки (текущие, средние, максимальные) в звеньях кривошипно-ползунного механизма и станины, их кинематические характеристики и целый ряд других критериев, позволяющих оценить работоспособность системы КГШП – технологический процесс ГОШ.
Рассмотрим методику исследования динамики КГШП на примере изготовления каретки синхронизатора коробки передач грузового автомобиля (рис. 3).
Рис. 3. Каретка синхронизатора коробки передач:
а) – проектируемая деталь, б) – готовое изделие
На рис. 4 и 5 приведены две технологические схемы штамповки изделия (рис. 3). Вторая схема позволяет уменьшить у поковки припуски на механическую обработку за счёт уменьшения штамповочных радиусов. Однако другим следствием изменения традиционной технологии явилось увеличение почти на 6% максимального значения технологического усилия штамповки на предварительном переходе (рис. 4в и 5в ).
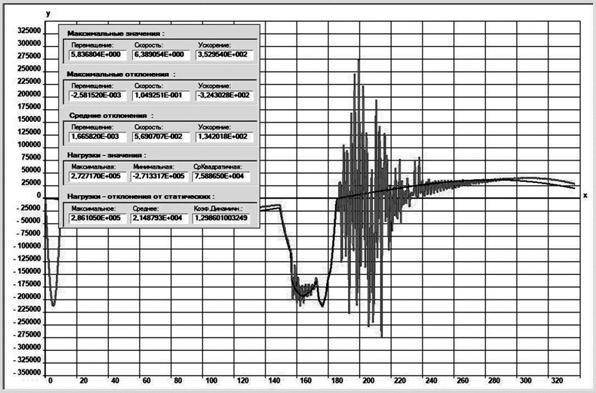
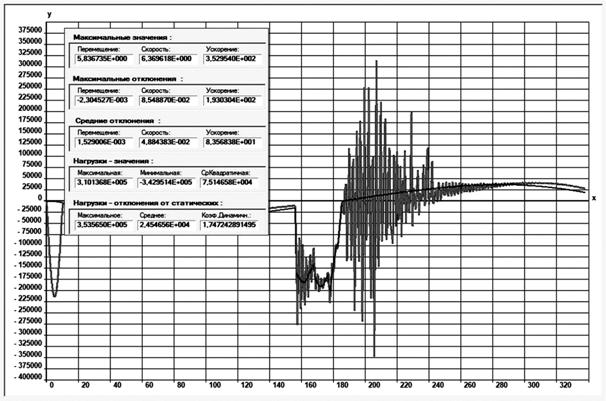
Сравнение традиционного и нового технологических процессов будем проводить на основе анализа значений крутильных колебаний главного вала пресса – массы J 12 для предварительного штамповочного перехода, как более нагруженного (рис. 4в и 5в ). Данные расчётов, полученных в результате численного решения дифференциальных уравнений движения масс (2–4) динамической модели (рис. 2) приведены на рис. 6.
Рис. 4. Второй – а) и третий – б) переходы изготовления поковки
каретки синхронизатора по традиционной технологии
и технологическая нагрузка на ползуне пресса – в)
Рис. 5. Второй – а) и третий – б) переходы изготовления поковки каретки синхронизатора по новой технологии и технологическая нагрузка на ползуне пресса – в)
Визуальное сравнение графиков динамических нагрузок в главном (эксцентриковом) вале КГШП позволяет сделать вывод о незначительных изменениях динамических процессов в системе КГШП – ГОШ. Новая технология изготовление поковки может быть рекомендована для производства.
а)
б)
Рис. 6. Изменение статического и динамического крутящего момента
на главном вале пресса для традиционной – а) и новой технологии:
х – угол поворота главного вала в градусах, y – крутящий момент в н ·м