Наши конференции
В данной секции Вы можете ознакомиться с материалами наших конференций
II МНПК "Спецпроект: анализ научных исследований"
II МНПК"Альянск наук: ученый ученому"
I Всеукраинская НПК"Образовательный процесс: взгляд изнутри"
II НПК"Социально-экономические реформы в контексте европейского выбора Украины"
III МНПК "Наука в информационном пространстве"
III МНПК "Спецпроект: анализ научных исследований"
I МНПК "Качество экономического развития"
III МНПК "Альянс наук: ученый- ученому"
IV МНПК "Социально-экономические реформы в контексте интеграционного выбора Украины"
I МНПК "Проблемы формирования новой экономики ХХI века"
IV МНПК "Наука в информационном пространстве"
II МНПК "Проблемы формирования новой экономики ХХI века"
I НПК "Язык и межкультурная коммуникация"
V МНПК "Наука в информационном пространстве"
II МНПК "Качество экономического развития"
IV МНПК "Спецпроект: анализ научных исследований"
ІІІ НПК "Образовательный процесс: взгляд изнутри"
VI МНПК "Социально-экономические реформы в контексте интеграционного выбора Украины"
МНПК «Проблемы формирования новой экономики ХХI века»
IV МНПК "Образовательный процесс: взгляд изнутри"
IV МНПК "Современные проблемы инновационного развития государства"
VI МНПК «Наука в информационном пространстве»
IV МНПК "Проблемы формирования новой экономики ХХI века"
II МНПК студентов, аспирантов и молодых ученых "ДЕНЬ НАУКИ"
VII МНРК "Социально-экономические реформы в контексте интеграционного выбора Украины"
VI МНПК "Спецпроект: анализ научных исследований"
VII МНПК "Наука в информационном пространстве"
II МНК "Теоретические и прикладные вопросы филологии"
VII МНПК "АЛЬЯНС НАУК: ученый - ученому"
IV МНПК "КАЧЕСТВО ЭКОНОМИЧЕСКОГО РАЗВИТИЯ: глобальные и локальные аспекты"
I МНПК «Финансовый механизм решения глобальных проблем: предотвращение экономических кризисов»
I Международная научно-практическая Интернет-конференция «Актуальные вопросы повышения конкурентоспособности государства, бизнеса и образования в современных экономических условиях»(Полтава, 14?15 февраля 2013г.)
I Международная научно-практическая конференция «Лингвокогнитология и языковые структуры» (Днепропетровск, 14-15 февраля 2013г.)
Региональная научно-методическая конференция для студентов, аспирантов, молодых учёных «Язык и мир: современные тенденции преподавания иностранных языков в высшей школе» (Днепродзержинск, 20-21 февраля 2013г.)
IV Международная научно-практическая конференция молодых ученых и студентов «Стратегия экономического развития стран в условиях глобализации» (Днепропетровск, 15-16 марта 2013г.)
VIII Международная научно-практическая Интернет-конференция «Альянс наук: ученый – ученому» (28–29 марта 2013г.)
Региональная студенческая научно-практическая конференция «Актуальные исследования в сфере социально-экономических, технических и естественных наук и новейших технологий» (Днепропетровск, 4?5 апреля 2013г.)
V Международная научно-практическая конференция «Проблемы и пути совершенствования экономического механизма предпринимательской деятельности» (Желтые Воды, 4?5 апреля 2013г.)
Всеукраинская научно-практическая конференция «Научно-методические подходы к преподаванию управленческих дисциплин в контексте требований рынка труда» (Днепропетровск, 11-12 апреля 2013г.)
VІ Всеукраинская научно-методическая конференция «Восточные славяне: история, язык, культура, перевод» (Днепродзержинск, 17-18 апреля 2013г.)
VIII Международная научно-практическая Интернет-конференция «Спецпроект: анализ научных исследований» (30–31 мая 2013г.)
Всеукраинская научно-практическая конференция «Актуальные проблемы преподавания иностранных языков для профессионального общения» (Днепропетровск, 7–8 июня 2013г.)
V Международная научно-практическая Интернет-конференция «Качество экономического развития: глобальные и локальные аспекты» (17–18 июня 2013г.)
IX Международная научно-практическая конференция «Наука в информационном пространстве» (10–11 октября 2013г.)
К.т.н. Горбачев Л.А., к.ф.-м.н . Русин Ю.Г., Кабышева А.Р.
Восточно-Казахстанский государственный технический университет имени Д.Серикбаева , г.Усть-Каменогорск, Республика Казахстан
ПОВЫШЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ПОМОЛЬНЫХ ШАРОВ ИЗ СПЛАВА ИЧХ15Г4НТ
Сплав ИЧХ15Г4НТ предназначен для изделий, работающих в условиях ударно-абразивного изнашивания, включая работу в агрессивных средах.
По технологии, разработанной Запорожским машиностроительным институтом им. А.Чубаря , на АО « Востокмашзавод » (г. Усть-Каменогорск) из этого сплава изготавливались мелющие шары диаметром 80; 100 и 120 мм с термической обработкой после литья по режиму: 920 0 Сх5ч + 400 0 Сх3ч, общей длительностью процесса до 24 часов. Твердость шаров, обработанных по этому режиму, составляла 50-60 HRC . Необходимая ударная стойкость определялась количеством ударов на копре. Годными считаются шары, выдержавшие 15 ударов. Если после указанного режима термической обработки механические свойства не соответствовали требуемым характеристикам, проводилась вторая, а зачастую и третья термическая обработка.
Такая ситуация, во-первых, обуславливала высокую себестоимость продукции за счет неоправданного перерасхода электроэнергии, затрачиваемой термическими нагревательными устройствами. Во-вторых, выпускаемые АО « Востокмашзавод » по указанной технологии мелющие шары отличались высокой износостойкостью, многократно превышающей износостойкость стальных шаров, но не гарантировали надежной ударной стойкости – важнейшего эксплуатационного параметра мелющих шаров.
Для анализа причин, приводящих к снижению эксплуатационных характеристик мелющих шаров, были проведены исследования структурно-фазовых изменений в сплаве. В ходе работы была отмечена высокая зависимость исходной структуры от соотношения углерода и марганца в сплаве. Вследствие этого была поставлена задача по разработке оптимального режима термической обработки и состава сплава, обеспечивающих высокие эксплуатационные характеристики мелющих шаров из сплава ИЧХ.
Для исследования структурно-фазовых изменений в сплаве применялись современные методы исследований; просвечивающая электронная микроскопия (ПЭМ), растровая электронная микроскопия (РЭМ), рентгеноструктурный фазовый анализ (РФА), рентгеноспектральный микроанализ (РСМА), оптическая микроскопия.
Сплав ИЧХ15Г4НТ в соответствии с ТУ 14-2-882-90 может иметь состав (вес. %): 1,6 – 2,5 С; 2,0 – 4,8 Mn ; 15 – 18 Cr ; 0,4 – 0,9 Si ; 0,5 – 2,5 Ni ; до 0,1 Ti ; до 0,1 S ; до 0,1 P; до 0,1 Ca ; Fe (остальное).
Как показали исследования структур литых шаров диаметром 100 мм и 120 мм , распад аустенита в основном зависит от соотношения углерода и марганца в сплаве. На рис.1 графически изображены три основные условные области состояния аустенитного зерна в сплаве после литья в зависимости от соотношения углерода и марганца.
В первой области, соответствующей содержанию углерода в интервале 1,6-1,8% и марганца в интервале 3,0-4,8%, процесс распада аустенита не наблюдался (рис.2.2). Во второй области, соответствующей содержанию углерода 1,8-2,0% и марганца в интервале 1,5-1,7%, распавшегося аустенита относительно мало и количество продуктов распада ( троосто-мартенсит + карбиды) в объеме аустенитного зерна колеблется от 1% до 40% (рис.2.2б). В третьей области наблюдается стабильный распад аустенитного зерна ( троосто-мартенсит + карбиды) в пределах 40-60% от его объема при содержании углерода и марганца соответственно в пределах 2,0-2,5% и 1,7-2,7% (рис.2.2в).
После литья структура шаров диаметром 100 мм и 120 мм представляет собой дендритные зерна аустенита, окруженные сеткой вырожденной карбидной эвтектики. В литом состоянии структура этого сплава состоит из аустенитной основы, феррита и карбидной эвтектики (рис.2, а). Твердость литых шаров, соответствующих составу первой области, составляет 35-40 HRC , соответственно для второй и третьей области твердость имеет значения 40-45 HRC и 50-55 HRC . Микротвердость аустенитного зерна при этом составляет 5000-5500 МПа, а карбидной эвтектики 10000-12000 МПа.
Рис.1. Зависимость распада аустенита в литых шарах диаметра 100 мм и 120 мм сплава ИЧХ15Г4НТ от соотношения углерода и марганца:
1 - область, где распад аустенита не происходит Рис;
2 - область, соответствующая распаду (1-40)% аустенита;
3 - область, соответствующая распаду (40-60)% аустенита;
4 - область существования в структуре сплава микроконцентраторов напряжений после термической обработки 920 О Сх5ч + 400 О Сх3ч
По данным РСМА аустенит содержит 8-10 % хрома; 4-5% марганца; 0,12% титана; 0,4% кремния; 0,1% серы. Легирующие элементы в карбидной эвтектике распределены равномерно, а никель и кремний в ней практически отсутствуют. Карбидная эвтектика содержит до 50% железа и почти 40% хрома, что характерно для карбида типа Ме 7 С 3. Данные РФА указывают на то, что эвтектика состоит из карбидов Ме7С3.



а б в
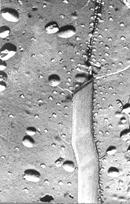
Рис.2. Микроструктура шаров из сплава ИЧХ15Г4НТ после литья, ? 350:
а – без распада аустенита (состав первой области); б – с распадом аустенита (состав второй области, распад аустенита меньше 10%); в – с распадом аустенита (состав третьей области, распад аустенита 50% – самозакаливающийся сплав)
Для состава сплава (первая область на рис.1), в котором аустенит после литья остается стабильным, режим обработки 920 0 Сх5 ч + 400 0 Сх3 ч приводит к полному распаду аустенита (рис.3), что хорошо подтверждается данными РФА и РСМА (рис.4, 5)
Рис.3. Микроструктура шаров из сплава ИЧХ15Г4НТ после термической обработки
920 О Сх5ч + 400 О Сх3, ? 350
Процесс распада аустенита характеризуется выделением вторичных карбидов и g ® a превращением, в результате которого формируется сорбитная структура матрицы с микротвердостью до 7500 МПа, при этом твердость шаров лежит в пределах 50-54 H RC . Наблюдаемое смещение пика (211) ОЦК- железа в сторону уменьшения межплоскостных расстояний (рис.4) свидетельствует об обеднении исходного твердого раствора легирующими элементами за счет выделения вторичных карбидов Ме 7 С 3 и легированного цементита Ме 3 С, что подтверждается появлением соответствующих пиков на дифрактограмме .
Кроме того, методом РЭМ и РСМА было выявлено образование по границам карбидной эвтектики крупных игольчатых карбидов титана TiC размером до 4 мкм (рис.5, а; б). Наличие таких карбидов в приграничной зоне эвтектического аустенита и карбидной эвтектики, являющихся резкими структурными концентраторами, отрицательно влияет на усталостную прочность сплава. При рассмотрении поверхностей изломов шаров методом РЭМ, разрушенных после 800-1600 часов работы в мельницах, было выявлено их ямочное строение, причем рост ямок отрыва начинался на границе раздела частица-матрица и в фокусе такой ямки наблюдались ложа от частиц игольчатой формы.
Было также отмечено, что при снижении содержания углерода в сплаве (менее 1,8%), образование карбидов TiC не происходит, но образование второй фазы идет по границам дендритных зерен аустенита, причем в этом случае механизм g ® a превращения мартенситный (рис. 5, в).
Рис.4. Рентгеновская дифрактограмма сплава ИЧХ15Г4НТ
после термобработки 920 О Сх5ч + 400 О Сх3ч.
Испытания на ударную стойкость данных шаров показали, что при уменьшении содержания углерода в сплаве от 1,8 и до 1,6%, соответственно уменьшается количество ударов, выдержанных шарами (до 5-8 ударов), что непосредственно связывается с наличием крупных мартенситных игл по границам дендритных зерен.
Таким образом, преждевременное разрушение помольных шаров (3-5% от загрузки мельниц), прошедших термическую обработку по режиму 920 0 С ? 5ч + 400 0 С ? 3ч, объясняется наличием в структуре шаров крупных микроконцентраторов напряжений (карбидов TiC или мартенситных игл), выделившихся по границам карбидной эвтектики и распавшегося аустенитного зерна. На фоне отсутствия в матрице остаточного аустенита, демпфирующего возникающие в процессе работы напряжения, шары с такой структурой не могут выдерживать длительные ударно-усталостные нагрузки.
Комплекс выполненных исследований – ударная вязкость, твердость и износостойкость образцов из вариантов различных составов сплавов позволил выйти на оптимальный состав (область 3 на рис. 1): 2.2-2.5 С; 1.7-2.7 Mn ; 0.3-0.5 Si ; 15-18 Cr ; 0.4-0.8 Ni ; 0.05-0.1 Ti ; Fe (остальное).

а б
Рис. 5. Микроструктура шаров с микроконцентраторами напряжений в сплаве ИЧХ15Г4НТпосле термической обработки 920 О Сх ч + 400 О Сх3ч:
а – растровая электронная микрофотография (карбиды TiC ) (РЭМ), ? 2500;
б – микрофотография структуры сплава с содержанием марганца и углерода соответственно в пределах (1,8-2,0)% и (1,6-1,8)% (иглы мартенсита, область 4 на рис. 1), ? 400;
в – данные РСМА по распределению легирующих элементов с участка микроструктуры, фрагмент которого представлен выше (рис. 5, а)
Для уточнения этого состава был выполнен трехфакторный эксперимент. В качестве факторов принято процентное содержание углерода, марганца и хрома как элементов, наиболее влияющих на стабильность аустенита и карбидообразование , а в качестве функции отклика – твердость HRC. После обработки результатов матрицы планирования получена зависимость:
![]() (1)
(1)
где Y – функция отклика;
X 1 ; X 2 ; X 3 – кодированное значение факторов (углерод, марганец, хром соответственно).
Анализ зависимости (1) позволил получить оптимальное значение факторов ( вес.% ): 2.28 С; 2.32 Mn ; 15.6 Cr , что вполне согласуется с результатами экспериментов.
Самым эффективным из всех рассмотренных вариантов оказался этот сплав:
- исключается дорогостоящая, длительная комплексная термическая обработка, которая оказалась совершенно ненужной;
- непосредственно после литья шары из самозакаливающегося сплава имеют готовое товарное состояние с высокими эксплуатационными характеристиками, намного превосходящими характеристики шаров после высокотемпературной обработки – практическое отсутствие разброса твердости ( HRC = 52-55), увеличение износостойкости в процессе эксплуатации и полное отсутствие расколов;
- шары из этого сплава при испытаниях на ударном копре выдерживали более 100 ударов без следов разрушения (при требуемых 15).
Для проверки эффективности полученных результатов были проведены промышленные испытания мелющих шаров на Семипалатинском (СЦЗ) и Усть-Каменогорском (УКЦЗ) цементных заводах (по 60 тонн на каждом заводе). Оценка эксплуатационных свойств шаров велась в сравнении с эксплуатационными свойствами мелющих шаров из стали 65. Анализ свойств шаров велся периодически, при остановке контрольных мельниц через каждые 300 часов работы совместно со специалистами выше названных предприятий. Проводился контроль за расколами шаров, за их износом по весовому методу (усредненный вес 30 шаров), а также выполнялся металлографический анализ структуры по сечению шара и РФА поверхности.
Промышленные испытания показали полное отсутствие расколов на протяжении всей рабочей компании. Износостойкость шаров в 8-10 раз превысила износостойкость стальных шаров, причем специалистами СЦЗ и УКЦЗ, контролирующими ход испытаний, было отмечено повышение износостойкости шаров из самозакаливающегося сплава в процессе работы.
Анализ причин такого явления позволил выявить неординарное поведение этого сплава в процессе циклических ударных нагрузок, что позволяет отнести его к метастабильным аустенитным сплавам, тем более, что по содержанию углерода он ближе к легированным сталям – оно незначительно превышает значение 2.14% (см. состав сплава).
Действительно, структурно-фазовый анализ уже после работы 300 часов показал увеличение доли распавшегося аустенита вследствие мартенситного g ® a превращения в поверхностном слое. С увеличением времени работы шаров в мельницах происходит дальнейший рост доли распавшегося аустенита.
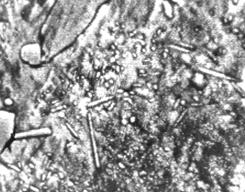
Исследования методом ПЭМ двухступенчатых реплик с извлечением и последующего фазового электронографического анализа показали, что деформационное старение связано с выделением карбидов Ме 23 С 6 и коагуляцией карбидов Ме 7 С 3 по границам фронта троостомартенситного превращения (рис.6).
Эти процессы приводят к обеднению матрицы карбидообразующими элементами и, как следствие, к образованию мартенсита деформации.


а б в
Рис.6. Микроструктура шаров диаметра 100 мм из самозакаливающегося сплава ИЧХ после 600 ч наработки:
а - ? 300; б - электронная микрофотография (РЭМ), ? 4000;
в - углеродная реплика с карбидными выделениями и зарождающимися пластинами мартенсита вызванного деформационным старением сплава, ? 14000
На рис.6, б хорошо видно зарождение новых игл мартенситного g ® a превращения в таких локальных зонах, причем в некоторых случаях выделение пластин мартенсита идет вдоль линии сдвига (рис.6, в). Процесс выделения пластин мартенсита локально упрочняет данную область и препятствует дальнейшему сосредоточению в ней деформации. По такой схеме в пластическую деформацию вовлекаются и затем упрочняются соседние участки материала. Последовательный ход процесса упрочнения в метастабильном остаточном аустените самозакаливающегося сплава ИЧХ обеспечивает реализацию высоких уровней прочности, пластичности и износостойкости при ударно-абразивном износе.
Таким образом, выполненные исследования позволили получить данные, открывающие новые возможности этого мало изученного сплава, в частности:
1. Показана нецелесообразность применения высокотемпературной обработки 920 0 С ? 5ч +400 0 С ? 3ч.
2. Предложен и апробирован самозакаливающийся состав сплава ИЧХ, который без дополнительных термических обработок непосредственно после литья обеспечивает получение мелющих шаров с высокими эксплуатационными свойствами. Одним из них является гарантия полного отсутствия расколов – показатель, который пока что не может гарантировать ни одна из фирм, выпускающих подобную продукцию.
3. Показано, что высокие эксплуатационные свойства мелющих шаров обусловлены демпфирующими свойствами остаточного метастабильного аустенита и выявленной способностью этого сплава упрочняться в процессе работы в результате мартенситного превращения, протекающего под воздействием пластической деформации.
4. Математический анализ – многофакторный эксперимент – однозначно подтвердил достоверность результатов, полученных экспериментально. Полученная математическая модель фактически является универсальной и применима к анализу технологии сплавов других составов.
5. Энергодисперсионный и рентгенодифракционный анализы позволили уточнить элементный и фазовый состав аустенитной матрицы и карбидной эвтектики. При этом представилось возможным объяснить причину повышения магнитности шаров (необходимое свойство при загрузки шаров в мельницы электромагнитным краном) – образованием новых соединений-фаз с повышенной магнитностью ( FeNi , FeTiO 3 , Fe 2 Si , FeCr , FeC ).
6. Показано, что шары из самозакаливающегося сплава и после низкотемпературной обработки имеют практически одинаковые высокие эксплуатационные свойства. Это означает, что при выходе элементного состава при выплавке за пределы самозакаливающегося, можно получать продукцию высокого качества.
Список использованных источников:
1. Материалы в машиностроении: Справочник /под ред. Кудрявцева Н.В.: в 4-х т. – Т.4: Чугун. – М.: Машиностроение, 1969.
2. Адлер Ю.П. Планирование эксперимента / Ю.П. Адлер, Е.В. Маркова, Ю.В. Грановский. – М.: Наука, 1976.
3. Алимов В.И. Влияние легирующих элементов на износостойкость белых чугунов / В.И. Алимов, С.Т. Громов // Известия высших учебных заведений. Черная металлургия. – 1997. – №10. – С117.
4. Горбачев Л.А. Влияние термической обработки на структуру дефектов сплава ИЧХ15Г4НТ /Л.А.Горбачев, Н.А. Гусева, Л.И. Парфенов, Ю.Г.Русин// Реферативный журнал. 15. Металлургия. – 1992. –№ 11-12.
5. Горбачев Л.А. Оптимизация эксплуатационных свойств сплава ИЧХ15Г4НТ / Л.А. Горбачев, Ю.Г.Русин// Вестник ВКТУ. – 2000. – № 3. – С.102-112.
6. Горбачев Л.А., Русин Ю.Г. Износостойкий чугун. Патент РК № 11737 с приоритетом от 30.01.2001 г.